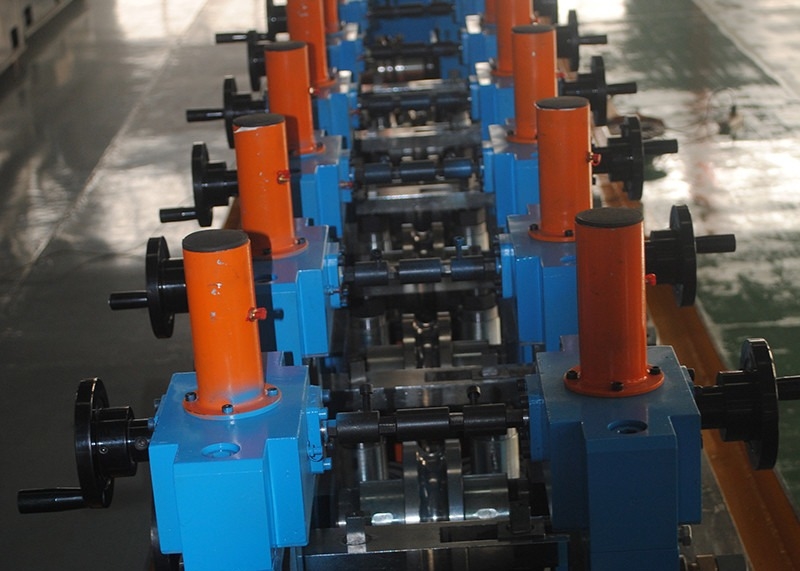
Geschweißte Rohr-Ausrüstung Hebeis Tengtian, die Co., Ltd. herstellt.
Qualität zuerst, Kunde zuerst
Vertrieb & Support:

|
Produktdetails:
Zahlung und Versand AGB:
|
| Streckgrenze des Rohstoffs: | σs≤300Mpa | Dehnfestigkeit des Rohstoffs: | Mpa σb≤500 |
|---|---|---|---|
| Stärke: | 1.5-4.0mm | Max. max. Production Speed Produktionsgeschwindigkeit: | 20~60m/min |
| Örtlich festgelegte Schneidlänge: | 4-10m | Rohrgrößenstrecke: | Φ25-Φ80mm 20*20-40*80 |
| Garantie: | Ein Jahr | Schweißende Art: | Hochfrequenzschweißen |
| Markieren: | Hochfrequenzrohrmühlschweißen,gerades Nahtrohrmühlschweißen,1.5mm geschweißtes HochfrequenzRöhrenwerk |
||
Beschreibung von TubeMill
1,1 Zusammenfassung:
Diese Ausrüstung wird besonders für producingΦ25-Φ80mm, δ1.5-4.0mm gerade Hochfrequenznaht geschweißtes Rohr und entsprechendes quadratisches Rohr- und speziell-förmigesrohr (δ≤3.2mm) benutzt. Die Versorgung der Ausrüstung ist von uncoiler zu Ausschnitt der örtlich festgelegten Länge sah. Rollende Geschwindigkeit kann innerhalb des passenden Bereiches der Rohrdurchmesser- und -wandstärke entsprechend justiert werden.
1,2 anwendbares Material:
(1) heißer oder kaltgewalzter Stahlstreifen (gemäß GB700-88 oder GB1591-88)
(2) Material: Kohlenstoffarme Stahl-, niedrige Legierung steelδs≤345Mpa, δb≤610Mpa
(3) die Stärke des Stahlstreifens: 1.5-4.0mm (gemäß GB708-88)
(4) die Breite des Stahlstreifens: 80-245mm
(5) Identifikation der Stahlspule: Φ500-Φ650mm
(6) O.D. der Stahlspule: Φ800-Φ1500mm
(7) Höchstgewichtspule: ≤2500kg
1,3 Maßstrecke der Verarbeitung des Stahlrohres:
(1) O.D.: Φ25-Φ80mm 20*20-40*80
(2) Wandstärke: 1.5-4.0mm (quadratisches Rohr und speziell-förmiges pipeδ≤3.2mm)
(3) Länge: 4-10m
1,4 Prozessfluß des Produktes (Stahlrohr):
Rohstoff (Stahlspule) → abwickelendes →, das scheren und Ende schweißendes → Material, das → Nichtenergie planiert → Mühle-Formungs→ schweißendes Hochfrequenz→ entfernt Grate draußen Schweißungsnaht → abkühlenden → Bearbeiten → ungefähr geraderichtet → → Ausschnitt örtlich festgelegter Länge ansammelt, beendeten Rohr →, das fertigen Rohrdurchlauf für Rollen übermittelt.
1,5 Prägegeschwindigkeit: 20-60m/min (Stärke des Stahlstreifens: 1.5-2.0mm, Prägegeschwindigkeit: 80m/min)
1,6 Hochfrequenzgerätenergie: 250 KILOWATT
1,7 die notwendigen Zusätze des vorgeschlagenen Benutzers (nur als Referenz):
(1) Werkstatt: 90m × 15m (Länge × Breite)
(2) elektrischer Raum: 6m × 4m (Länge × Breite)
(3) Maschineneinheits-Grundlagenbasis (sehen Sie die niedrige Zeichnung des Lieferanten)
(4) Laufkran: 1x10T u. 1x5T
(5) Stromversorgung:
a. Ausrüstungsmotor: 75KW+75KW+22KW+18.5KW +15= 205.5KW
b. Hochfrequenzmotor: 250 KILOWATT
(6) Ne-Tabelle für fertiges Rohr des Nachausschnitts.
(7) fünf Stücke Sägeblätter für die Spurhaltung der Säge, der Spezifikation gemäß der Betriebsanleitung und der Quantität gemäß des Kundenbedarfs.
(8) magnetische Stange für schweißenden Apparat: für das Konto des Käufers.
(9) pumpt zwei Einheiten Φ3“, vom Käufer für das Abkühlen von elektrischen und Hochfrequenzhauptgeräten geliefert zu werden.
(10) ein EinheitsWasserkühlungspool mit Volumen 35 m-³ vom Käufer gegründet zu werden jedes, mit dem Ziel das Abkühlen von Hauptgeräten.
(11) elektrischer Stromkreis der Maschineneinheit. Bevor er zusammenbaut muss Stromkreis das elektrische Kabinett des Hochfrequenzraumes erreichen. Elektrische Verbindung für Hochfrequenzraum zur Gesamtsteuertabellen- und -knopfstation. (Entscheiden Sie Größe und Quantität, wenn Installation auf Standort, Kauf vom Markt)
(12) Hochfrequenzraum für Maschineneinheit. Annahme des Bodens oder des Dachbodens entsprechend dem Plan des Kunden.
(13) ein Satz des Luftkompressors. (Geliefert durch den Käufer)
(14) ist Hebezeug und Werkzeugausstattung für die Installierung der Maschine, Höchstgewicht von einem Teil 10 Tonnen.
2. Einleitung von Hauptanlagen:
2,1 Decoiler
Strukturart: Klemmen und
Rohstoff mit Doppelbohrgerätstruktur setzen, die das steelcoil sicherstellt, das wechselweise einzieht und den Stahlstreifen macht, der frei in Akkumulator geht.
Anwendbare Strecke: 100-245mm Stahl
Streifenbreite, 1.5-4.0mm Stärke,
Φ1000-Φ1500mm Stahlspule O.D.,
Φ500-Φ650mm Stahlspule Identifikation.,
Max. ≤2500kg-Stahlspulengewicht.
2,2 scherendes und Schweißgerät, das die doppelte Stahlspule sicherstellt, die sauber schier und dann zusammen schweißt und Schweißungsnaht planiert. Das automatische Scheren und das manuelle Schweißen werden angenommen.
2,3 Akkumulator: Der Akkumulator ist ein Streifen, der Einheit in der longitudinal geschweißten Rohr andformed Abschnittproduktion speichert. Er speichert bestimmten Betrag des Streifens und lässt Zeit für den Scherschweißer, und seld die Enden zu den Streifen zu scheren. Die ununterbrochene fließende Produktion wird folglich garantiert. Sie ist eine der Hauptmaschinen in der modernen Röhrenwerklinie und in gebildeter Abschnittlinie.
2,4 bildend, Schweißen und Bearbeiteneinheit:
(1) Fütterung und Planieren des Stahlstreifengerätes:
a. Art: 5 Rollen sind planiert für das Geraderichten des Bandstahls passives, bevor er in die Formung der Einheit eingezogen wird.
b. Leitende Rolle: Ein Paar
(2) Formung des Gerätes:
Hauptsächlich Naht der rauen bildenden Stahlstreifen- und Steuerprägeschweißung.
a. Horizontaler Rollenrahmen:
Quantität: 7
Struktur: 45#Cast Stahl, doppelte Wohnung, ändernde Rollen in der Seite
Durchmesser der Welle des horizontales Rollen: Φ80mm, Material: Cr 40
b. Vertikaler Rollenrahmen:
Quantität: 7
Art: Passive Rotation
Durchmesser der Welle des vertikales Rollen: Φ50mm, Material: Stahl 45#
c. Antriebsgetriebeniederlassung
Quantität: 7
Struktur: Gewundenes Kegelradgetriebe, zylinderförmiger Gang
Material: Gehäuse: HT250, Gang: 20CrMnTi und 40Cr, Input und Abtriebswelle: 40Cr
Antriebsgetriebe: 14 Sätze von Universalkardanwelle Jeep Autos CA141
(3) Führen, Verdrängung und Schweißen, Abfallapparat:
a. Ein Satz des Führerrollenstands für Kontrollerichtung der Rohrnaht, zum der Rohrnaht flach sicherzustellen und gerade, teilnehmend an Verdrängungsrollen.
b. Ein Satz des Verdrängungsrollenstands, damit Kontrolleschweißungsnaht erfolgreiches Schweißen verwirklicht.
c. Zwei Sätze des Schaberrahmens für Abfallgrate außerhalb der Schweißungsnaht
(4) ein Satz des Kühlrohrs
(5) Bearbeitengerät:
Hauptsächlich feines Formungsrohr nach dem Schweißen und der Kontrolle von Größengenauigkeit. Je 5 Sätze des horizontalen Rollenstands und des vertikalen Rollenstands und Getriebeniederlassung, 10 Sätze der Universalwelle. (Struktur, die gleich ist wie, Gerät bildend)
(6) rauer Richtmaschinerahmen:
a. Verwendung: Sie wird hauptsächlich für das raue Geraderichten des fertigen Rohres online verwendet.
b. Art: Die Hauptart des Türken, Sätze rolls×2 des Simplex 4.
c. Zwei Sätze des Betts für Installation.
2,5 sah Ausschnitt:
(1) Schnittmethode: Computerspurhaltung und automatischer Ausschnitt
(2) Schnitt von Stärke: δ1.5-4.0mm
(3) Schnitt von O.D.: Φ25-Φ80mm
(4) Schneidlänge: 4-13m
(5) Schnitt von Zeiten: 8-10mal/Minute
(6) Schnitt von Toleranz: ≤6mm
(7) Schnitt des Motors: 22KW, Wechselstrommotor zweiter Klasse
(8) Antriebsmotor: Z4 Reihe, DC15KW, man stellt ein
Tabelle des Rohres 2.6Finished: Geschweißte Rahmenkonstruktion ausgerüstet mit Bearbeitensignalsystem.
2.7High-frequency elektrisch: 250KW, anwendbare Stromversorgung 380V/220V 50HZ
Vorverkaufsservice:
·Wir können Bilder der fertigen Ausrüstung vor Versand zur Verfügung stellen, um die Echtheit unserer Produkte sicherzustellen.
·Wenn die Regierung nicht dem Verkäufer erlaubt, China zu verlassen und zum Bestellerland für Ausrüstungsentstörung zu gehen, stellen wir on-line-Fernanleitung zum Ingenieur des Käufers zur Verfügung und tun das Beste des Verkäufers, um einen klaren und kompletten Plan zur Verfügung zu stellen, um dem Käufer mit der Geräteeinbau und Beauftragung zu helfen.
·Wenn die chinesische Regierung dem Verkäufer erlauben kann, China zu verlassen und zum Bestellerland für Ausrüstungsentstörung zu gehen, senden wir Ingenieure dort, wie unten beschrieben:
Ausrüstung, die im Käufer, im Personal der technischen Services in der Szenenentstörung, in der Wartung, in der Ausrüstung beauftragend, in der Beauftragung, in der Betriebstechnikanweisung, in verantwortlich für technisches Training für Ausrüstungs-betriebstechnikpersonal des Käufers ankommt.
Die Ausprüfenzeit ist ein Monat, innerhalb eines Monats der Käuferbedarfslohn für das Ingenieurgehalt EUR 150,00 eine Person des Tag einer, die Versorgung die atrtickets für Rundfahrt, benötigt auch Versorgung die lokalen Kosten, wie Nahrung, Räume und umzuwandeln. Wenn wegen des Käufergrundes, verzögern Sie die Ausprüfenzeit, den Käuferbedarfslohn für den Ingenieur EUR 150,00 eine Person ein Tag.
Zahl von Inbetriebsetzern der Ausrüstung: Drei mindestens.
Kundendienst:
Verwendet in den Benutzern, durch die Regeln, unter normaler Betriebsausrüstung, seit 12 Monaten positiv zu bleiben nach die Ankunft der Ausrüstung, wie Auswirkung auf die zu verwenden Qualität, schädigen die Teile Führung zur Ausrüstung können nicht normale Arbeit, gibt Fabrik die Reparatur oder den kostenlosen Ersatz. Die Ausprüfenzeit ist ein Monat, innerhalb eines Monats der Käuferbedarfslohn für das Ingenieurgehalt EUR 150,00 eine Person des Tag einer, die Versorgung die atrtickets für Rundfahrt, benötigt auch Versorgung die lokalen Kosten, wie Nahrung, Räume und umzuwandeln. Wenn wegen des Käufergrundes, verzögern Sie die Ausprüfenzeit, den Käuferbedarfslohn für den Ingenieur EUR 150,00 eine Person ein Tag.
Zahl von Inbetriebsetzern der Ausrüstung: Drei mindestens.
●Anweisungs-Handbuch (bereitgestellt zu der Zeit eines Monats vor Lieferfrist)
●Prüfungsbescheinigung (bereitgestellt zur Lieferfrist)
●Ladender Auftrag (bereitgestellt zur Lieferfrist)
●Plan-Zeichnung (stellte zu der Zeit eines Monats vor Lieferfrist) zur Verfügung
●Geriebene niedrige Zeichnung (bereitgestellt zu der Zeit eines Monats vor Lieferfrist)
●Elektrisches Prinzip-Diagramm
●Gesamtanlagenübersicht jeder Einheit der Linie
●Teil-Diagramm von verletzbaren Teilen
![]()
Ansprechpartner: Mr. Yan
Faxen: 86-0311-8302-5332